
- 佛山市睿至鋒五(wǔ)金機械有限公司(sī)
- -- 20年專(zhuān)注C型鋼機械 --
- 預約(yuē)定(dìng)製熱線:
- 139-2915-2843
- 0757-86251683

139-2915-2843
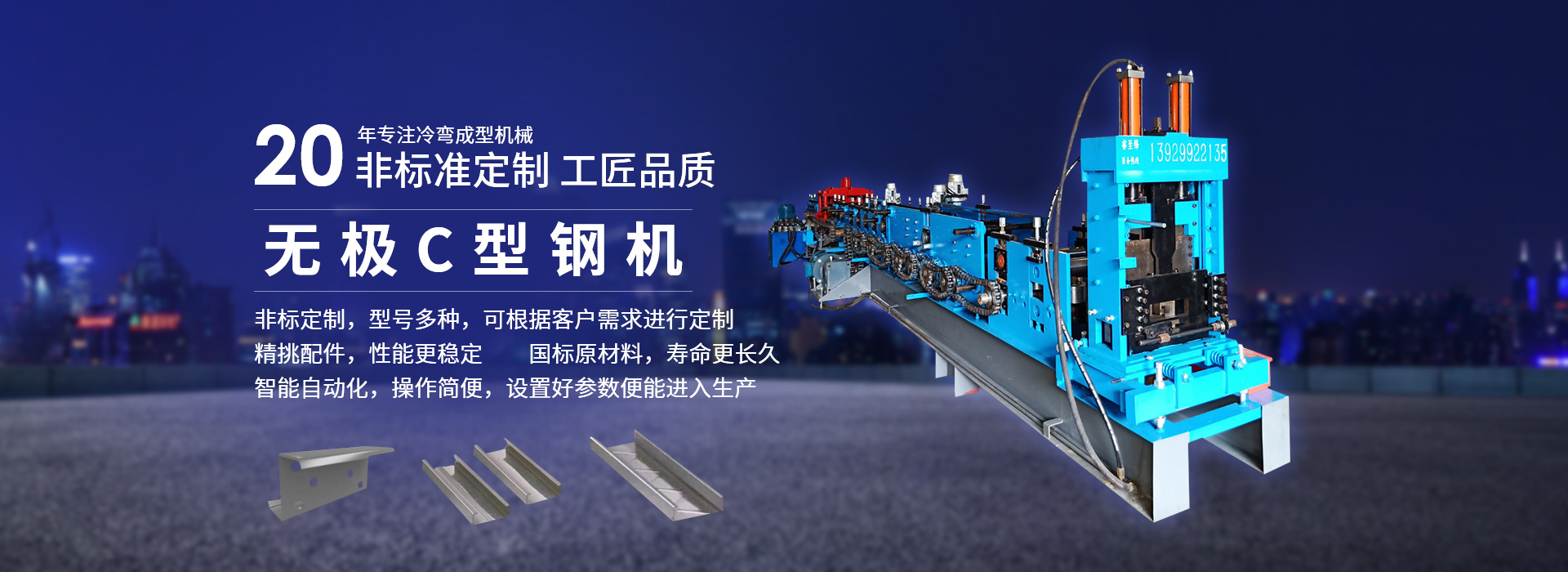
C型鋼的操作步驟
1)C型鋼機全自動上料,取坯工作中程序流程:模貝組裝及服務器試運行同以上,隨後打開空壓機,機械泵,擠出機,切瓦機,上料機,彩鋼壓瓦機(jī),服務器及瓦托皮(pí)帶(dài)輸送機,停(tíng)車(chē)時,先(xiān)休止擠出機,再休止其他設備.
2)手工製作放坯(pī),取坯工作(zuò)中程序流程:在設備(bèi)應用前(qián),要查(chá)驗各個地方銜接能否(fǒu)牢(láo)固,安(ān)裝地腳螺栓、螺帽是不是扭緊,上下主機箱內要加滿潤化汽車機油,才可以插電啟想法器開展試(shì)運行,先空開運行認真觀察,有沒有吃驚,噪聲(shēng),油渠道是(shì)不是來油,擠(jǐ)出機擠壓的泥坯,經自動切割機切割成定長,由滾子軸承皮(pí)帶輸送機送至彩鋼壓瓦機,由放(fàng)料器按劃分(fèn)程序(xù)流(liú)程送往上模,C型鋼衝機出的瓦坯在操作台轉位後。
由卸壓瓦機的真空吸盤(pán)汲(jí)取,並轉位置放在輸送(sòng)機的瓦托上. C型鋼設備生產流程:熱軋帶鋼從設備的尾端送(sòng)進,經過各種各樣輥子抑製成彩鋼屋麵從(cóng)頭頂部送出。
傳統手工藝中,彩鋼屋麵抑(yì)製成形後必須人為開展定長封控,再運輸到衝孔機設備依(yī)照用戶需要的規格開洞,出產不可以(yǐ)持續,效率不高。企業技術性員工與(yǔ)設備出產生產廠(chǎng)家密切親密無間相互配合,逐漸改善出產加工工藝,完成了全加工工藝全過程自動控製係統,奔(bēn)流性地發展了出產效率(lǜ),提升(shēng)了顧客設備的科(kē)技含量和增加值。
C型鋼機(jī)生產製(zhì)造它的厚度能夠(gòu)製取非常薄,並且大大簡(jiǎn)化了出產加工工藝(yì),發展出產效率。能夠出(chū)產用一般熱紮辦法無法出產的厚(hòu)度均勻但橫(héng)截麵外觀設計繁雜(zá)的各種(zhǒng)各樣材料(liào)和不一樣材料的冷拔型彩剛設備。
